Choosing the appropriate geometric angle of the tool can help reduce the vibration of the tool, and in turn, the workpiece is not easy to collapse.
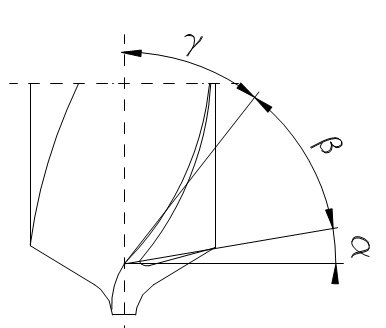
1. Land angle
With the decrease of the absolute value of negative land angle, the wear area of the rear tool surface has little change, but the overall trend is decreasing. With the increase of the rake angle, the strength of the tool edge is weakened, which leads to the decrease of the wear area. The flank wear is aggravated. When negative land angle machining is used, the cutting resistance is large and the cutting vibration is increased. When large positive land angle machining is used, the tool wear is serious and the cutting vibration is also large.
2. Lip Relief Angle
If the lip relief angle increases, the strength of the tool edge will decrease, and the worn area of the flank will gradually increase. After cutting tool lip relief angle is too large, cutting vibration is strengthened.
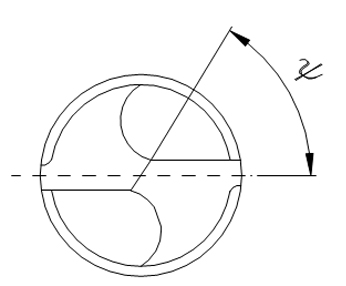
3. Helix angle
When the helix angle is small, the cutting edge which cuts into the graphite workpiece simultaneously on the same cutting edge has the longest cutting edge length, the greatest cutting resistance and the greatest cutting impact force, so the tool wear, milling force and cutting vibration are the greatest. When the helix angle is large, the direction of milling resultant force deviates from the surface of the workpiece to a great extent, and the cutting impact caused by the collapse of graphite material is intensified, so the tool wear, milling force and cutting vibration are also increased. Therefore, the influence of tool angle change on tool wear, milling force and cutting vibration is caused by the combination of land angle, lip relief angle and spiral angle, so more attention must be paid to the selection.
Through a large number of scientific tests on tool grinding, our tool grinding machines optimizes the geometric angle of the relevant tool in the design, thus greatly improving the overall cutting performance of the tool.