The dimension precision and surface roughness of drilling, and drilling efficiency are directly related to the quality of cutter sharpening and re-grinding of twist drill.
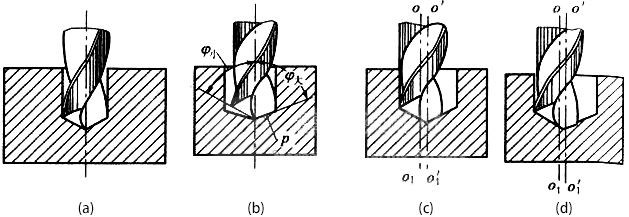
Figure1: The impact of bit grinding on machining
(a) Grinding Correctly
(b) Point angle asymmetry
(c) Different Length of Cutter Grinding
(d) Point angle and Cutter Grinding are asymmetric
It is easy and difficult to sharpen the edge of the twist drill; simply, there just should sharpen two primary clearance angles; difficultly, should be ensure the clearance angle, point angle and flank angle of chisel edge are correct. So that two Major Cutting Lips should be symmetrical, the Major Cutting Lips have the same included angle with the spindle axis of twist drill, and the lengths are same. Review the figure (a).
Perhaps the point angle of twist drill after grinded is dissymmetry, in the case of quantity feed rate, the Major Cutting Lip that keeps bigger included angle with spindle is working, while the other Major Cutting Lip doesn’t work. When this happens, the stress of the twist drill is not balanced; the Major Cutting Lip in one of the drilling of horizontal component of the cutting force on the twist drill to the other side, either the drill is skewed, or too bigger. Review the figure (b).
Perhaps the point angle is symmetrical after grinded, but the length of two Major Cutting Lips are different, stated the work center of the twist drill is different with the geometric center. That is geometric center o ~ o1 moved to work o’ ~ o’1, the results of these drilling hole is bigger than the diameter of the twist drill. Review the figure (c).
Perhaps the point angle of twist drill after cutter sharpening is dissymmetry, and the length of two Major Cutting Lips is different, that is not only the hole diameter is bigger the twist drill diameter, but also happens stepped hole. Review the figure (d).
In short, to avoid the cases as figure (b), (c), (d) during twist drill grinding that not only improve the drilling quality, but also will improve the drilling conditions, and come to prolong the service life of the twist drill.
To assume all of the twist drill grindings are correct, however, due to its inherent shortcomings, there are still some unfavorable factors in drilling, for example: land angle of chisel edge is negative, such as -60°~-54°; so that the condition of drilling is not so good, should increase the axial force, the chisel edge is actually squeezing and scraping the metal on the workpiece, which consumes a lot of energy, generates a lot of heat, and is very bad at centering.
For the defects of twist drill above, should be grind the twist drill according to different materials and drilling conditions, review the figure 2.
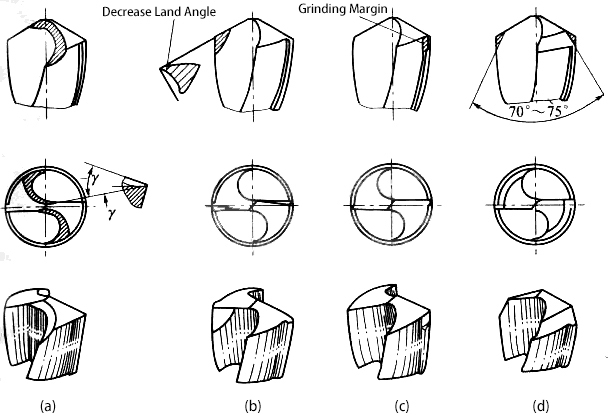
Figure 2: Twist Drill Grinding
(a) Grinding Chisel Edge
(b) Grinding Rake Face
(c) Grinding Edge
(d) Double Grinding
(1) Grinding Chisel Edge
Keeping the length in 1/5~1/3 of original after grinding, at the same time, reformed two inner cutter and the land angle is about γ0=0°~15°. The shorter chisel edge grinding for the softer workpiece materials, otherwise, to decrease the grinding. It will decrease axial force after grinding, and increase the centering of twist drill.
(2) Grinding Rake Face
When the workpiece material of drilling is softer, the Rake Face should be grinded, to increase the land angle, and then increase sharpness of Cutting Lip, and reduce drilling force; When the workpiece material of drilling is harder, should grind the Rake Face of outer edge, to decrease the land angle, in order to increase the strength of the twist drill. Also can grind two faces, come to the same comprehensive results.
(3) Grinding Edge
During using bigger diameter drill or drilling softer material and higher accuracy holes, should to grind the Flank Face, keep the edge is narrower, in order to reduce the friction between drill edge and all of hole.
(4) Double Grinding
On the interface between Major Cutting Lip and Minor Cutting Lip, should to grind straight and transitional cutter edge, formed double grinding Flank Faces, and the angle is about 70°~75°, even can grind three-edges and angle is 50°~70°. Decrease the angle will reduce the axial force, and to increase the strength and heat emission condition, come to reduce the wear of the twist drill and reduce the roughness of the wall of hole.
(5) Grinding Chip Dividing Groove
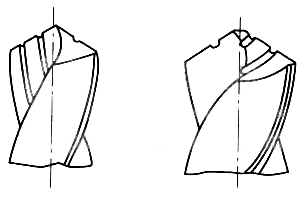
Figure 3: Chip Dividing Groove Drill
For the bigger diameter of twist drill, should to grind staggered narrow slot on the Rake Face and Major Flank Face of twist drill bit. Review figure 3.To keep the cutter edge is narrow, and to improve the condition of chip removal and chip dividing, it is helpful to inject more cutting fluid, improve heat dissipation condition, also to improve drilling quality and drilling efficiency. At the same time, during regrinding chisel edge that has better drilling effect.








